









Large Scale Microbial Production of Advanced Biofuels: How big can we go?
By Gregory T. Benz, President, Benz Technology International, Inc.
Conventional biofuels, whether from starch, sugar or lignocellulosic materials, tend to be low energy density products such as ethanol or butanol. These are made using catabolic (anaerobic), thermodynamically “downhill” processes. Such processes have been proven feasible in rather large fermenter volumes, in excess of 1 million gallons (~ 4 million liters).
In order to make use of current infrastructure and engine design, DOE has shifted focus to higher energy density fuels that act more like oils or gasoline, such as hydrocarbons, long chain fatty acids, fatty alcohols, or terpene type molecules. These so-called “hydrocarbon biofuels” can be produced by a number of conversion pathways, including biochemical routes based on aerobic (anabolic; thermodynamically “uphill”) submerged cultivation.
The principal technical issue for large scale fermentation is the need to provide sufficient oxygen to allow the organisms to thrive, and the size and power required of the agitators typically used to disperse air.
It is anticipated that the ability to economically maintain effective gas-liquid mass transfer will ultimately limit the size at which aerobic submerged cultivation processes for hydrocarbon production from sugars can be operated. Maximum bioreactor sizes will likely be smaller than what is possible for strictly anaerobic fermentation processes where aeration isn’t necessary. A key enabler of cost competitive biological hydrocarbon production is the ability to economically aerate at large scales.
This author did a study for NREL detailing the size of equipment required for various scenarios, the feasibility of manufacturing such equipment, and approximate equipment costs. Both mechanically agitated and bubble column designs were looked at. The bubble column details will not be repeated here, as in most cases, the total power needed was much higher than for the mechanically agitated cases. However, a comparative summary is made at the end of this article.
Methodology:
For this study, we used 9 increments of volume, 4 increments of OTR (Oxygen Transfer Rate) and one empirical mass transfer correlation.
The volumes studied were 80, 280, 500,750, 1000, 1400, 2200, 3000 and 4000 kiloliters. The OTRs studied were 50, 100, 150 and 200 mmol/l-h. The mass transfer correlation used is the V’ant Riet correlation for ionic liquids (non-coalescing fluids.) This may be found in “Basic Bioreactor Design” (book), Chapter 2.3, page 251, K. van’t Riet and J. Tramper, published 1991.
Some base conditions were assumed for all runs. These are as follows:
0.344 bar back pressure, unaerated aspect ratio (liquid height/tank diameter) of 2.5, plant site elevation of 2000’ (0.91 bar barometric pressure), operating temperature of 30C, carbon evolution ratio of 0.95 moles CO2 produced per mole of O2 consumed, wetted material 316SS, double mechanical shaft seal, sparge ring design based on 0.344 bar maximum pressure drop, generic impeller types as described below, electricity costs set at $0.07/kwh, 70% compressor efficiency, 95% agitator gear drive efficiency, total gas line pressure drop of 1.38 bar, safety factor of 1.3 applied to OTR to allow for correlation error band, agitator motor sized for at least 1.18 times shaft power at peak OTR, 80% operating cycle for figuring utility cost, minimum DO of 1 mg/l at top of vessel and viscosity less than 50 cP.
The principle mass transfer calculation is defined below:
1) OTR = kla* (driving force) where the driving force, in log mean terms, is ((Csat-C)in – (Csat-C)out)/ln((Csat-C)in/(Csat-C)out))
Agitator power is derived from the relationship:
2) kla = A(P/V)B(Us)C
The constants A, B and C are ideally empirically derived from broth-specific pilot studies. We will be using an ionic, non-coalescing liquid correlation found in reference 2. The values of the constants, based on units of 1/s, W/l and M/s, are 0.25 for A, 0.7 for B and 0.2 for C. There are many other correlations in the literature, and results in actual broth can vary considerably. Nonetheless, this correlation should give a reasonable idea of what is possible.
The mass transfer coefficient correlation for bubble columns was derived from equations in the same reference: kla = 0.32*(Us)^0.7*μ(cP)^-.84*1.025^(temp-20, degC)
Compressor brake power, in units of KW, with atm. for pressure and air flow in M3/min., and using a specific heat ratio for air of 1.394, equals 5.97(inlet pressure, atm.)(inlet flow, M3/min.)((pressure ratio)0.283-1)/efficiency fraction.
Capital cost estimates are based on a combination of vendor quotes, the author’s data bases, and judgment, especially for the largest sizes, where there are little data to base cost estimates on. The author expresses gratitude to Rexnord, Lightnin Mixer, Chemineer, Inc. and Tom Reynolds of Rogers Equipment sales for budget estimates that were helpful in putting the capital cost estimates together.
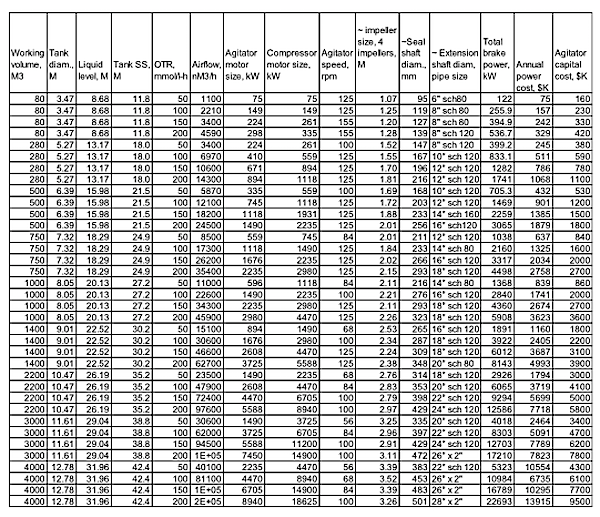
The results are shown in the next sections.
Agitated results:

Click here for a larger version of this diagram.
Commentary on Results:
As one can see, the equipment size and power requirements can become quite large. But can such equipment be built by today’s vendors? The limitation is on agitator size, rather than vessel or compressor capacity.
Judgment on the maximum feasible agitator size is based on the following observations of existing equipment:
To the author’s knowledge, the largest motor nameplate power ever built for a single fermenter agitator was 3500 Hp, but it was never started up. The highest power ever operated in a fermenter was about 1250 Hp. The highest power operating in any gas-liquid system is about 3500 Hp, in a TPA (Terephthalic Acid) process. The maximum torque ever applied to an agitator was in a unit used for a coal-water mixture, and it was 375 Hp at 7 rpm in a 30,000m^3 tank.
So, the author is confident that a 3000 Hp fermenter agitator could be built with today’s technology and manufacturing capacity, with operating speeds of about 50-100 rpm. Confidence diminishes as either power or torque goes up from there. Above 3000 Hp, every component must be custom designed. In some cases, new tooling or manufacturing methods would have to be used to build the parts, and much of the work would have to be subcontracted to manufacturers who are not in the agitator business.
It is not certain that the largest sizes estimated herein can actually be built with the tooling extant in the industry today. However, market forces drive the capabilities manufacturers have. If a market need developed for multiple units of greater than 3000 Hp (2200 kW) motor size, the manufacturers would find a way to meet the need. But unforeseen problems would undoubtedly occur in the first few installations of large sizes never built before.
Agitator Mounting Notes:
Large agitators create considerable loads on the mounting structure. In addition to weight, there is impeller thrust load, torque and bending moment. In an effort to reduce vessel cost, some fermenter designers have tried to isolate these loads to a structure independent of the vessel. Such efforts generally lead to added operating expenses, as additional bearings, gear couplings or universal joint jackshafts are required to allow for differential movement between the mounting structure and the vessel. These extra parts are all additional maintenance items.
Moreover, though such designs remove the gear drive weight from the vessel, the independent bearing support required still sees the wetted parts weight, the impeller thrust and the bending moment, and these are transmitted to the vessel nozzle. In addition, though torque is not normally transmitted (save for bearing and seal friction), the design must allow for what happens if a bearing seizes up, so full torque must be designed for.
The end result is that the capital cost savings are minimal, and the operating costs are higher. Therefore, this author recommends that the agitator drive be directly mounted to the vessel nozzle, with the vessel head appropriately designed to handle the resultant loads, as per the picture below. (The below picture is of a 186 KW unit, with this author. The units described in this report will be much larger, though the author hopefully won’t be.)

Vessel Costs:
Though vessel cost estimates were not formally a part of the scope of work for NREL, the author has seen several vessel quotes recently. A reasonable estimate of vessel cost for units built to be agitated fermenters, in 316SS, mill finish, is $2200 per cubic meter of working volume. So, we can roughly estimate the vessel costs as follows:

Comments on mass transfer correlations:
All of the results in this report were based on a single correlation for kla. Though it is from a very respected source, actual results in a broth can vary considerably. Below is a graph of required power as a function of airflow for a given size fermenter, using several published correlations (including the one we used here, in yellow) and a couple of correlations from actual broths.

Ideally, one should develop a broth-specific kla correlation. The author can assist in doing this.
Comparison to Bubble Column Results:
Below is a chart comparing selected results from the bubble column report done for NREL to the optimized agitated results presented here. It is evident that bubble columns are favored at low viscosity, low OTR and larger volumes, whereas the agitated case is better for smaller volumes, higher OTRs and higher viscosities, sometimes by more than an order of magnitude. The first column, “agitated”, refers to the power developed in this report. The others refer to several bubble column correlations in the literature, including several different viscosities. We will not discuss details of bubble columns here, but note that they are very sensitive to viscosity.

Conclusions:
Depending on OTR requirements, it is likely that mechanically agitated fermenters of 500-2000 M^3 can be built with today’s technology and manufacturing capacity. Larger volumes combined with larger OTR requirements will require technology and manufacturing capability not currently available. Based on the correlations used, it appears that in most cases there is no power cost advantage to using bubble column designs, though there is no doubt a capital cost advantage, and the possibility of building larger fermenters without new manufacturing technology. The full NREL reports are available by contacting this author.
Symbols
C Dissolved oxygen concentration, mass or moles/volume (e.g., mg/l or mmol/l)
Csat Dissolved oxygen concentration at saturation (mg/l or mmol/l)
D Impeller diameter, M
DO Dissolved oxygen concentration, general term (mg/l or mmol/l)
kla Overall mass transfer coefficient, 1/time (1/s)
OTR Oxygen Transfer Rate, mass or moles per volume-time), e.g. mg/l-h or mmol/l-h
P Power (e.g., W)
P/V Specific Power: agitator invested power/(mass or volume) of liquid (e.g., W/M3)
Us Superficial Gas Velocity, distance/time (M/s)
T Tank diameter, M
VVM Volume of gas/volume of liquid/minute at standard conditions (min-1)
Z Liquid level, M
About the author
Gregory T. Benz is President of Benz Technology International, Inc., located at 2305 S Clarksville Road, Clarksville, Ohio 45113. Phone 937-289-4504; e-mail [email protected].
He received his BSChE from the University of Cincinnati in 1976, and has taken a course on Fermentation Biotechnology from The Center for Professional Advancement. A registered Professional Engineer in Ohio, he has over 38 years’ experience in the design of agitation systems. Currently his company does general mixing consultation, including pilot plant protocol, equipment specification and bid evaluation. Current activity includes several cellulosic ethanol, single-cell protein and biomass projects. It also teaches courses on agitation with CEU/PDH credits. He is a member of AIChE, ISPE, SIM, Mensa and the American Chamber of Commerce in Shanghai.
Category: Top Stories




{kind=link}