









Low Carbon Ethanol: Carbon Intensity Reduction through Advanced Technologies
By Shrikant Rathi, Executive Director, Praj Americas
Special to The Digest
Ethanol worldwide has played a vital role in replacing fossil fuels in ground transportation. The drive for decarbonization has driven consideration of low carbon bioethanol as a feedstock for Sustainable Aviation Fuel (SAF) and bio-products due to its potential for reducing greenhouse gas emissions and mitigating the impacts of climate change. Low carbon ethanol is produced using advanced techniques that substantially reduce the amount of process energy consumed, driving down lifecycle greenhouse gas emissions. In combination with mechanical vapor recompression (MVR), carbon capture utilization and storage (CCUS), anaerobic digestion (AD), and combined heat and power (CHP), ethanol provides an unmatchable suite of opportunities ideally suited for serving the needs of a world transitioning to low-carbon energy sources. The development and deployment of low carbon ethanol is a critical step towards achieving a more sustainable and climate-resilient future.
There are several reasons why existing producers should prioritize producing low carbon ethanol. First, demand for low carbon ethanol is increasing in the global marketplace as countries and companies look for ways to reduce their carbon emissions and shift towards more sustainable fuel sources. By producing low carbon ethanol, existing producers can position themselves as leaders in the biofuel industry, attracting new customers and investors who are seeking environmentally friendly alternatives and gaining a competitive advantage.
Second, producing low carbon ethanol can help existing producers meet regulatory requirements and meet new demand driven by environmental policy goals, such as carbon intensity reductions, that are becoming more common in worldwide. As more countries set ambitious targets for carbon reduction, producers who fail to contribute to meeting these goals will face both economic penalties and loss of market share.
Finally, producing low carbon ethanol can also be beneficial for existing producer from an economic standpoint, independent of government policy initiatives. Low carbon ethanol producers can increase their margins and diversify their product portfolio which can help them mitigate the impact of volatile commodity prices and reduce their exposure to market risks. By reducing their carbon footprint, producers can improve their company’s scorecard with respect environmental stewardship and social responsibility, enhancing their brand reputation and strengthening relationships with their stake holders.
To take advantage of these evolving opportunities, existing producers will have to adopt new technologies for implementation in their existing facilities that will help them reduce greenhouse gas (GHG) emissions. There are multiple challenges for implementing new technologies with an existing plant. To list a few, there can be space constraints, existing equipment bottlenecks, Utility issues, permit requirements, downtime for installation of upgrades and many more needs to be thoroughly considered before starting a low carbon technology implementation journey. Understanding this and blending it with nearly forty years of experience in modernizing existing ethanol facilities, Praj has developed a structured, scientific approach which will seamlessly implement these new technologies successfully for existing ethanol facilities.
Typically, a first-generation corn ethanol plant uses around 26,000-28,000 Btus of natural gas and about 0.65 kWh of electricity to produce one gallon of ethanol and dried distillers’ grains from corn. For this process, an ethanol production plant might achieve a carbon intensity (CI) score of around 68g CO2(e)/MJ with some variation from plant to plant. Our three-step approach will make it possible to reduce this CI score by more than 30 to less than 40g CO2(e)/MJ. This means that a Gen-1 ethanol producer will be able to approach a “net-zero” CI score by implementing a combination of MVR, CHP, and CCUS. Adding additional technologies such as AD and renewable power generation can actually produce a CI score reflecting a negative carbon footprint, reducing atmospheric GHGs while producing valuable products.
Praj provides a three-step approach to reducing ethanol’s lifecycle carbon intensity.
- Energy Integration
Energy integration in an ethanol plant requires optimising the use of energy sources and minimizing energy waste by using a systematic approach that considers the entire energy system. Corn ethanol production involves several energy intensive processes like distillation, dehydration, evaporation, cooking, and drying.
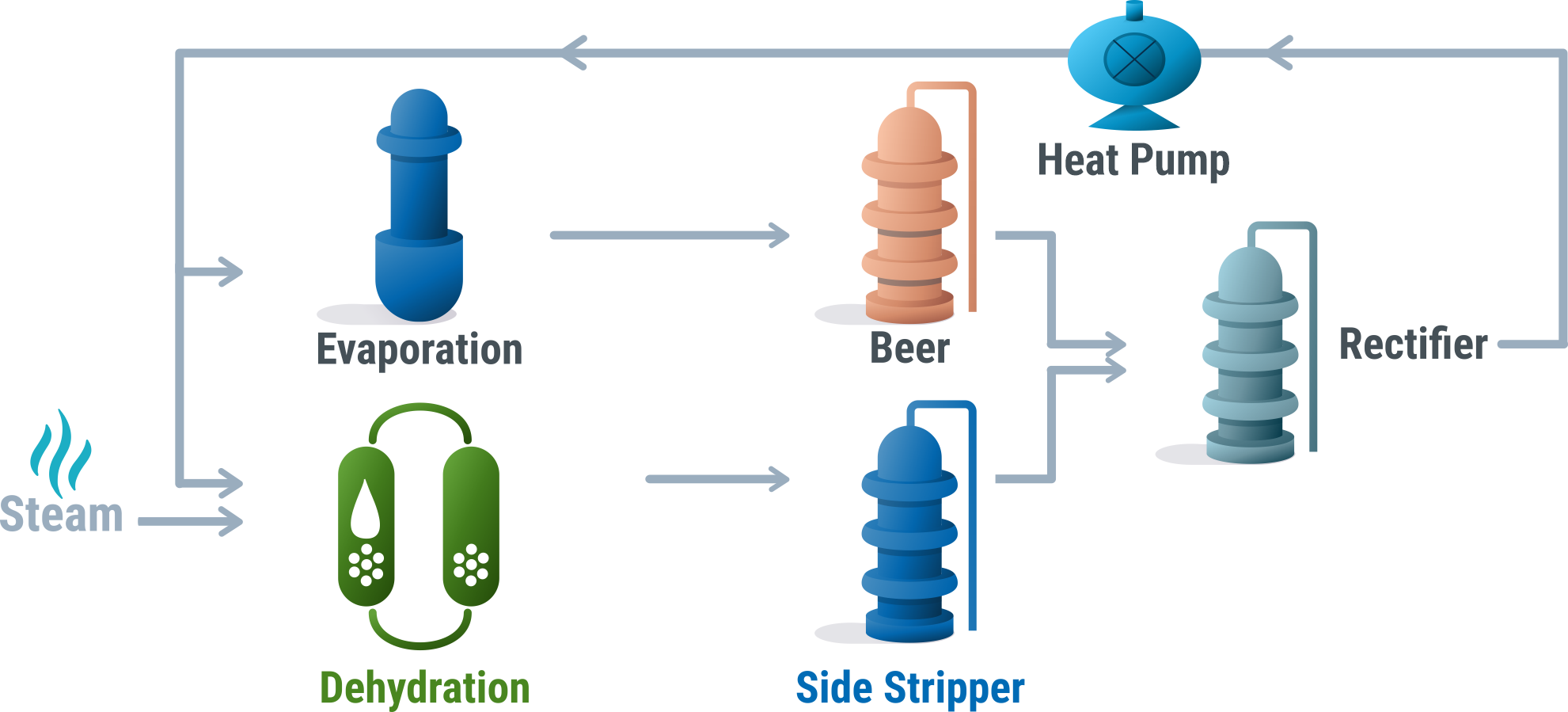
Fig: Energy Integration Process
Apart from techniques like heat integration using cascading heat exchanger networks, CHP, and thermal vapor compression systems, new technologies like networked alcohol vapor compression can substantially reduce thermal energy requirements beyond previously achievable reductions. This electrification and integration of ethanol plant processes is analogous to electrification in the automotive industry, resulting in a reduction in natural gas usage of more than 50 %.
Alcohol Mechanical Vapor Recompression (MVR):
Waste heat from the distillation/dehydration and evaporation sections can be returned to the process by recompressing process vapors using a heat pump, also known as mechanical vapor recompression. Alcohol MVR can minimize the need for thermal energy by more than 80% for the distillation, dehydration, and evaporation processes. Moreover, it reduces the plant’s overall water footprint by 1 to 1.5 gallons per gallon of ethanol produced. Alcohol MVR will lower the overall thermal energy use by approximately 12,000 Btus per gallon. A 140 MGPY commercial-scale corn ethanol plant using this technology is already running in Europe, supporting all of its claims.
- Process Integration
The majority of corn ethanol plants in the USA generate Wet or Dry Distillers Grain with Solubles (WDGS or DDGS) for use as livestock feed. Generally, the whole stillage from the beer column is subjected to decantation separating the fiber portion as WDGS and the liquid portion as thin stillage. The thin stillage is concentrated into syrup, with the remainder being returned as a backset for use in the cook process. As syrup has a high energy content, with bio digestion it can produce about 9,000-11,000 Btus per gallon of equivalent energy, which can easily replace process natural gas requirements. Also, since the syrup is not dried, the overall energy consumption of a DDGS drier can be reduced by 35% to 40%. Bio-digested solids from syrup can be used as fertilizers, providing additional CI credits by replacing chemical fertilizers derived from fossil fuels.
Alcohol MVR with syrup AD will take the CI score of the ethanol product below 40g CO2(e)/MJ. Additionally, if we replace the plant’s grid electricity with low carbon, green electricity, we can reduce the CI score even further.
- Process Optimization
The first two steps can make an ethanol plant independently sustainable, with no requirement for natural gas to drive the production process. With process optimization, a plant can generate additional energy. The fiber portion of the stillage can be used for ethanol production. Praj’s Industries has developed a low-pressure low-temperature catalytic steam explosion technology that can convert these fibers into ethanol. It will enhance the ethanol yield by an additional 6% – 7% generating about 0.15 – 0.18 gallons of ethanol/bushel of corn. Stillage from the corn fiber ethanol process is subjected to bio methanation, producing additional gas equivalent to 9,000 Btus gallon that can meet the needs of the corn fiber ethanol process. As DDGS drying will not be required, eliminating that step will save an additional 7,000 Btus per gallon of energy. This means the plant will have surplus biogas that can be exported as valuable renewable natural gas (RNG).
Through implementation of all three of these steps, a plant will produce 5,000 Btus per gallon of surplus energy in the form of RNG that can be sold or utilized for green electricity production. Thus, with this approach, there is no external energy required for the plant process needs and the plant will become self-sustainable.
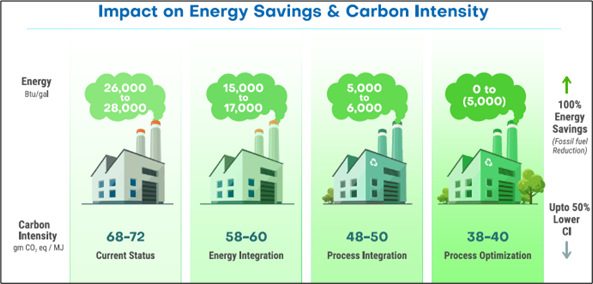
Fig: Impact on energy savings and carbon intensity
Implementing a Low Carbon Ethanol program
While implementing these solutions on existing ethanol facilities, we need to ensure that the new solutions are deployed in a way that minimizes downtime and provides the flexibility to go back to original operation conditions quickly.
Understanding this requirement, Praj designed a unique strategy for implementing these solutions on existing ethanol facility.
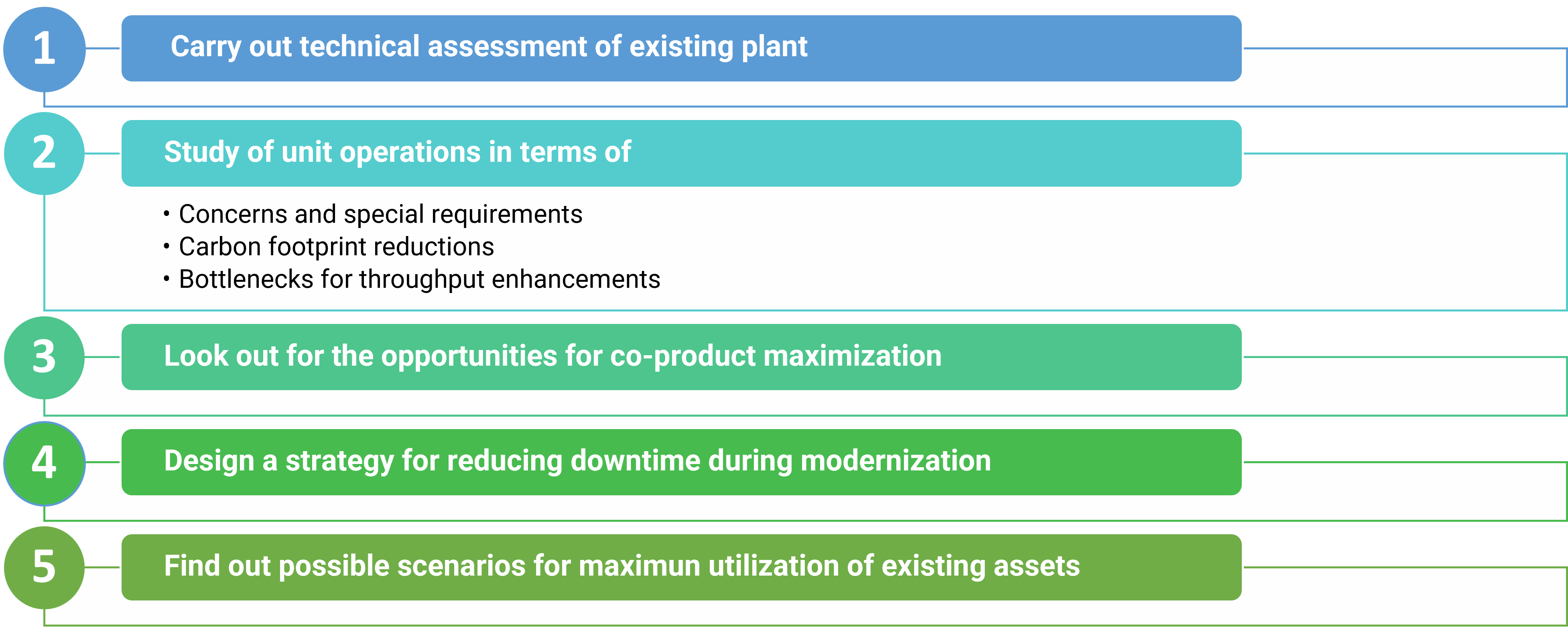
This design feature provides flexibility, optionality, and an overall lowering of production risks related to disruptions or maintenance requirements. We have developed designs and fabrication capabilities that take advantage of system modularization that addresses most of the typical challenges, such as time and space constraints, system costs, downtime, quality, and safety.
In conclusion, our three-step approach of energy integration, process integration, and process optimization is a proven, time-tested solution to minimize the CI score of an ethanol production plant and take advantage of the opportunities created by the current, low carbon energy transition. With Praj Industries’ innovative technologies like alcohol MVR, it is possible to substantially reduce the overall energy and water consumption of an ethanol plant. Additionally, energy can be produced from the syrup and fiber portion of the stillage for use or export out of the system. These advanced technologies can be easily applied to an existing plant reducing fossil energy requirements and driving down the plant’s overall carbon footprint.
Category: Thought Leadership, Top Stories

